Definition of MRP: “a time phased priority planning technique that calculates material requirements and schedules supply to meet changing demand across all products and parts in one or more plants”
MRP is used to derive the master schedule from the forecast, the sales order or both. The master schedule is the foundation of all the operations, with MRP handling all the ordering and scheduling of the inventory (raw materials, components, etc). One big advantage of MRP is that it analyses and plans your future needs for all dependant demand items. If an item is not needed, you don’t plan for it any more.
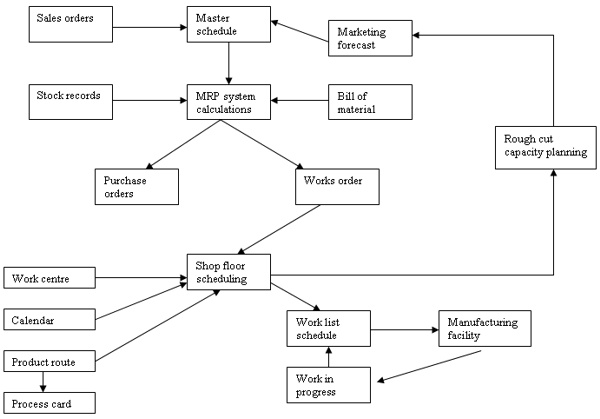
Components of an MRP system
The bills of material in tabular form show the product structure, which basically lists all the different component parts and sub-assemblies that make up product, showing the lead times and relationships between each components.
The BOM diagrams show the same information as the bills of material but are represented in a diagrammatical sense.
The MRP calculations are derived from the bills of material and the BOM diagrams. This tabular data represents the quantity of each component of the final product that is required and the current period of time that it is required for.
The MRP system outputs a variety of information that can be used by the company, both for the planning side and the management side of the factory operations. These outputs include order release notices for the placement of orders that may have been planned by the MRP simulator system.
The capacity and master schedule need to be managed correctly to help reduce the workload and maximise the effectiveness. Management has a big responsibility in this and how they choose to plan ahead and how effective they are, will in turn effect their decisions on the right approach and how effective the MRP system is. If certain areas become stressed and overloaded, jobs may end up being pushed back past their due date and end up being late. Planning is very important to help the company become more efficient, reduce costs and increase profits.
Information systems are a competitive tool when running along side traditional stock control systems. A computerised MRP system is reliant on the fact that the demand for low-level components is brought about from the production of an end product of which the production level is planned. The system itself will make it easy to put together the production schedule saving vast amount of money that would otherwise be spent on labour time to do the same activity.
MRP does not take into account the level of capacity of what can or cannot be handled by the shop floor. MRP is best used in manufacturing companies with products that have lots of assemblies and is based on what is to be sold, working backwards from a delivery date, using the just in time concept (JIT).
If the MRP system is controlled and designed well, inventory levels can be reduced, by reducing the amount of work-in-progress (WIP). An MRP system improves customer service by reducing the amount of late orders, creates higher levels of productivity, and helps the company respond to changes in demand much quicker.
If MRP is implemented correctly it has many benefits that will help improve productivity etc continuously. Here is a summary of the benefits below:
- Reduced Inventory with fewer (none) shortages
- Improved Customer Service
- Improved Direct Labour Productivity
- Reduced Purchasing Cost
- Reduced Traffic Cost
- Reduced Obsolescence
- Reduced Overtime
- Having the numbers to run the business
- Having accountability throughout the organisation
- Improved Quality of Life
